
niusouti.com
工艺时间包括以下哪几种()A、工序加工时间B、工序传递时间C、工序停顿时间(储存时间)D、工艺保证时间(换牌换批、质量追溯及停机就餐等)
题目
工艺时间包括以下哪几种()
- A、工序加工时间
- B、工序传递时间
- C、工序停顿时间(储存时间)
- D、工艺保证时间(换牌换批、质量追溯及停机就餐等)
相似考题
更多“工艺时间包括以下哪几种()A、工序加工时间B、工序传递时间C、工序停顿时间(储存时间)D、工艺保证时间(换牌换批、质量追溯及停机就餐等)”相关问题
-
第1题:
需要计算的时间包括()
A、作业时间
B、事项时间
C、通过时间
D、工序时间
E、时差
参考答案:ABDE
-
第2题:
(36) ①压缩B工序时间 ②压缩H工序时间 ③同时开展H工序与A工序 ④压缩F工序时间 ⑤压缩G工序时间
A.①⑤
B.①③
C.②⑤
D.③④
正确答案:A
同35题解析 -
第3题:
某工程建设项目中各工序历时如下表所示,通过 ( ) 可以缩短项目工期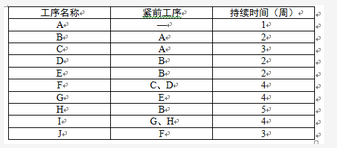
① 压缩B工序时间 ② 压缩H工序时间 ③ 同时开展H工序与A工序
④ 压缩F工序时间 ⑤ 压缩G工序时间A.①⑤
B.①③
C.②⑤
D.③④答案:A解析: -
第4题:
企业按照合同或供应销售计划所规定的最后期限,合理组织每个工艺、工序的生产及其所需物料和设备的到达时间,使每个工序都在开始加工时得到所需要的加工对象,并在下道工序的计划开工时间将在本工序加工完毕的对象输送到下道工序,这种系统叫做:A.适时制
B.物料需求计划
C.采购研究
D.配送系统答案:A解析:适时制是企业按照合同或供应销售计划所规定的最后期限,合理组织每个工艺、工序的生产及其所需物料和设备的到达时间,使每个工序都在开始加工时得到所需要的加工对象,并在下道工序的计划开工时间将在本工序加工完毕的对象输送到下道工序,尽可能实现“零库存”。 -
第5题:
在生产工序文件中必须详细的说明服装在加工过程中的具体工艺程序、()、并标明各道工序所采用的机器及所需的定额时间。
正确答案:质量要求 -
第6题:
在生产过程的时间组成中,下列哪些时间属于有效时间()
- A、自然过程时间
- B、工艺加工时间
- C、工序等待时间
- D、工艺阶段等待时间
- E、准备结束时间
正确答案:A,B -
第7题:
机械加工工艺过程卡片以工序为单位,按加工顺序列出整个零件加工所经过的工艺路线,加工设备和工艺装备及时间定额等。
正确答案:错误 -
第8题:
采用工序集中方式组织工序,可减少零件加工总的()。
- A、基本时间
- B、休息与生理需要时间
- C、辅助时间
- D、操作工人掌握生产技术的时间
正确答案:C -
第9题:
假设某种零件的批量n=4,共有4道工序。 (1)若其工艺顺序及单件工序时间为:t1=10分,t2=5分,t3=12分,t4=6分,试绘制该批零件在工序间移动的三种移动方式图,并计算整批零件的工艺时间(即加工周期)。 (2)如果单件工序时间不变,而工艺顺序改变为:t1=5分,t2=10分,t3=6分,t4=12分,再计算该批零件的工艺时间,与上面的结果相比较,哪一种移动方式下的整批零件工艺时间改变了?为什么? (3)如果各个工序单件工时不变,而工艺顺序可以任意调整,试问应如何安排工艺顺序,才能使平行顺序移动方式下的整批零件工艺时间最短?
正确答案: (1)先绘制零件在工序间移动的三种移动方式图,并计算整批零件的加工周期。
T顺=4×(10+5+12+6)=132(分)
T平=(10+5+12+6)+(4-1)×12=69(分)
T平顺=(10+5+12+6)+(4-1)×(10+12-5)=33+51=84(分)
(2)单件工序时间不变,工艺顺序改变为t1=5分,t2=10分,
t3=6分,t4=12分,三种移动方式图略,整批零件工艺时间如下:
T顺=4×(5+10+6+12)=132(分)
T平=(5+10+6+12)+(4-1)×12=69(分)
T平顺=(5+10+6+12)+(4-1)×(10+12-6)=33+3×16=33+48=81(分)
可见,与(1)的结果对比,平行移动方式和顺序移动方式下的整批零件工艺时间不变,平行顺序移动方式下的整批零件工艺时间缩短了3分钟。原因是前后工序同时加工的重合部分增加了。
(3)如果各个加工工序的单件工序时间不变,而工艺顺序可以任意调整,那么,当工艺顺序按照单件工序时间自小到大或自大到小排列时,平行顺序移动方式下的整批零件工艺时间或生产周期为最短(图略)。
T平顺=(5+6+10+12)+(4-1)×12=69(分) -
第10题:
按照制定工艺规程的步骤, 在“拟定工艺路线”后, 应该接着()。
- A、选择切削用量和计算时间定额
- B、确定各工序的加工余量,绘制工序图
- C、编制工艺文件
- D、进行技术经济分析
正确答案:B -
第11题:
多选题在生产过程的时间组成中,下列哪些时间属于有效时间()A自然过程时间
B工艺加工时间
C工序等待时间
D工艺阶段等待时间
E准备结束时间
正确答案: B,D解析: 暂无解析 -
第12题:
单选题不需要在闭环MRP的工艺路线中说明的是()。A加工作业的各项具体技术条件和操作要求
B实际加工和装配的工序顺序
C各道工序使用的工作中心
D各项时间定额和外协工序的时间和费用
正确答案: A解析: 暂无解析 -
第13题:
(接35题)同时,通过(36)可以缩短项目工期。 ①压缩B工序时间 ②压缩H工序时间 ③同时开展H工序与A工序 ④压缩F工序时间 ⑤压缩G工序时间
A.①⑤
B.①③
C.②⑤
D.③④
正确答案:A
本题考查项目工期计算、压缩关键路径活动历时可缩短工期的知识。画网络图是解题的基础。本题的解题方法可有多种:画单代号网络图,如下图所示。找出关键路径(最长路径),并计算关键路径上的总历时,即可算出本项目最快完成时间;压缩关键路径上的活动可以缩短项目工期。通过此图可直观看出,从开始到结束共有4条路径,ABEGI为最长路径,历时为13周,即试题(35)D是正确答案。由于B、G在关键路径上,故压缩B、G可缩短项目工期;F、H不在关键路径上,压缩它们不能缩短工期;由于H工序与A工序无并行关系,H是A的紧后活动B的紧后活动,所以不能将H工序与A工序并行。即试题(36)A是正确答案。计算该网络图六标时。通过计算网络图的活动总时差找关键路径,总时差为0的活动一定在关键路径上。通过计算可知总时差为0的活动为A、B、E、G、I,ABEGI为关键路径,历时为13周,压缩B、G可缩短项目工期。画带时标的双代号网络图,如下图所示。通过此图同样可识别出,ABEGI为最长路径,历时为13周,压缩B、G可缩短项目工期。 -
第14题:
编排数控加工工序时,采用一次装夹工位上多工序集中加工原则的主要目的是
A.减少换刀时间
B.减少重复定位误差
C.减少切削时间
D.简化加工程序
正确答案:B
-
第15题:
下列关于施工网络计划时间参数计算说法正确的有( )A.时差就是每道工序的机动时间,时差越大,机动范围越大
B.工序最迟必须完成时间就是最迟必须开始时间加上本工序作业时间
C.计算工序最早可能开始时间,当有几个紧前工序,而计算结果又不相同时,应取其中最小值
D.工序最早可能完成时间就是本工序作业最早可能开始时间加上本工序作业时间
E.计算工序最早可能完成,当有几个紧后工序,而计算结果又不相同时,应取其中最大值答案:A,B,D解析:计算工序最早可能开始时间,当有几个紧前工序,而计算结果又不相同时,应取其中最大值;计算工序最早可能完成,当有几个紧前工序,而计算结果又不相同时,应取其中最大值。 -
第16题:
作业周期时间,它是由生产线上()决定的。
- A、最长作业时间的工序作业时间
- B、最短作业时间的工序作业时间
- C、平均的工序作业时间D、节拍时间
正确答案:A -
第17题:
编制效率是评价工序编制优劣的系数,编制效率=(平均加工时间/难度工序时间)×100%。其中难度工序时间是指()所需的加工时间。
- A、所有工序中最难的工序
- B、所有工序中中等难度工序
- C、经过工序编制后最费时的工序
- D、经过工序编制后最难的工序
正确答案:C -
第18题:
编排数控加工工序时,采用一次装夹工位上多工序集中加工原则的主要目的是()。
- A、减少换刀时间
- B、减少重复定位误差
- C、减少切削时间
- D、简化加工程序
正确答案:B -
第19题:
一件产品的生产时间定额,是指完成这件产品的()。
- A、工序时间定额
- B、各个工序时间的总和
- C、各工序直接加工产品的时间总和
- D、各工序的基本时间和辅助时间的总和
正确答案:B -
第20题:
以下哪些陈述是不正确的?()
- A、工序的标准准备时间在工艺路线中表述
- B、零件的每件加工时间在工作中心文件中表述
- C、平均排队时间在工艺路线中表述
- D、平均排队时间在工作中心文件中表述
正确答案:B,C -
第21题:
不需要在闭环MRP的工艺路线中说明的是()。
- A、加工作业的各项具体技术条件和操作要求
- B、实际加工和装配的工序顺序
- C、各道工序使用的工作中心
- D、各项时间定额和外协工序的时间和费用
正确答案:A -
第22题:
修复工艺的生产效率可用自始至终各道工序时间的总和表示。总时间愈长()就愈低。
- A、生产效率
- B、工作效率
- C、工艺效率
正确答案:C -
第23题:
单选题B工序的紧后工序有C工序和D工序,B工序的最早开工时间为6天,工序持续时间为4天;C工序的最迟完工时间为21天,持续时间为6天,D工序的最迟完工时间为23天,工序作业时间为10天;则B工序的总时差为()。A6天
B5天
C4天
D3天
正确答案: A解析: 暂无解析