
niusouti.com
某手表厂机械手表产品中的一个齿轮外径设计尺寸为3.1 mm ,生产过程中所允许的误差为( +0.001 5,-0.0020) 。某道工序承担并完成齿轮外径的加工,现在需要通过随机抽样对该工序的工序能力进行评估,抽取了250个样品,经测算,样本平均值和公差中心重合,s =0.000 49。 根据以上资料,回答题:通过该工序的工序能力指数,可以断定该工序的工序能力( )A 、 不足 B 、 正常 C 、 充足 D 、 过剩
题目
某手表厂机械手表产品中的一个齿轮外径设计尺寸为3.1 mm ,生产过程中所允许的误差为( +0.001 5,-0.0020) 。某道工序承担并完成齿轮外径的加工,现在需要通过随机抽样对该工序的工序能力进行评估,抽取了250个样品,经测算,样本平均值和公差中心重合,s =0.000 49。
根据以上资料,回答题:
通过该工序的工序能力指数,可以断定该工序的工序能力( )
根据以上资料,回答题:
通过该工序的工序能力指数,可以断定该工序的工序能力( )
A 、 不足
B 、 正常
C 、 充足
D 、 过剩
B 、 正常
C 、 充足
D 、 过剩
相似考题
更多“某手表厂机械手表产品中的一个齿轮外径设计尺寸为3.1 mm ,生产过程中所允许的误差为( +0.001 5,-0.0020) 。某道工序承担并完成齿轮外径的加工,现在需要通过随机抽样对该工序的工序能力进行评估,抽取了250个样品,经测算,样本平均值和公差中心重合,s =0.000 49。 ”相关问题
-
第1题:
机械手表的一个齿轮设计尺寸为4mm ,生产过程中所允许的误差为(+0.008,-0.008) 。某道工序是保证该齿轮上述设计尺寸的最后加工工序,现在需要对该工序的工序能力进行评估,通过对该齿轮产品的随机抽样,经测算,样本平均值和公差在中心重合,样本标准差为s =00025。
根据以上资料,回答题:
根据该工序的过程熊力指数,可以断定该工序的过程能力 ()。A 、 不足
B 、 正常
C 、 充足
D 、 过剩答案:B解析:由第85题可知,该工序的过程能力指数为1.07,当1.33>Cp >1.00时,表示过程能力正常。 -
第2题:
共用题干
某手表厂机械手表产品中的一个齿轮外径设计尺寸为3.1毫米,生产过程中所允许的误差为(+0.0015,-0.0020)。某道工序承担并完成齿轮外径的加工,现在需要通过随机抽样对该工序的工序能力进行评估,抽取了250个样品,经测算,样本平均值和公差中心重合,s=0.00049。根据以上资料,回答下列问题:通过该工序的工序能力指数,可以断定该工序的工序能力()。
A:不足
B:正常
C:充足
D:过剩答案:B解析:Cp=T/6σ=(Tu-Tl)/6s=(3.1015-3.0980)/6*0.00049=1.19。
工序能力指数判断标准,Cp>1.67时工序能力过剩,1.67>Cp>1.33工序能力充足,1.33>Cp>1.00工序能力正常,1.00>Cp>0.67工序能力不足,0.67>Cp工序能力严重不足。
材料的强度、零件的寿命等要求控制公差下限,上限可认为是无限大。清洁度、噪声、杂质含量等,仅需控制公差上限,下限为零。 -
第3题:
共用题干
机械手表的一个齿轮设计尺寸为4毫米,生产过程中所允许的误差为(+0.008,-0.008)。某道工序是保证该齿轮上述设计尺寸的最后加工工序,现在需要对该工序的工序能力进行评估,通过对该齿轮产品的随机抽样,经测算,样本平均值和公差在中心重合,样本标准差为s=0.0025。根据以上资料,回答下列问题:本题中样本平均值和公差在中心重合,这种状态被称为()。
A:过程有偏
B:过程无偏
C:充足状态
D:不足状态答案:B解析:Cp=T/6σ=(Tu-Tl)/6s=(4.008-3.992)/(6*0.0025)≈1.07。
由第85题可知,该工序的过程能力指数为1.07,当1.33>Cp>1.00时,表示过程能力正常。
工序能力指数判断标准,Cp>1.67时工序能力过剩,1.67>Cp>1.33工序能力充足,1.33>Cp>1.00工序能力正常,1.00>Cp>0.67工序能力不足,Cp<0.67工序能力严重不足。
环境、机器、原料都是与工序生产直接相关的因素,会影响工序质量,市场需求会影响产品的销售,但不会影响工序质量。
当过程总体均值或分布中心与公差中心重合,将这种状态称为过程无偏,否则称为过程有偏。 -
第4题:
机械手表的一个齿轮设计尺寸为4mm ,生产过程中所允许的误差为(+0.008,-0.008) 。某道工序是保证该齿轮上述设计尺寸的最后加工工序,现在需要对该工序的工序能力进行评估,通过对该齿轮产品的随机抽样,经测算,样本平均值和公差在中心重合,样本标准差为s =00025。
根据以上资料,回答题:
在该齿轮的生产过程中,影响工序质量的因素可能是 ()。A 、 环境
B 、 机器
C 、 原料
D 、 市场需求答案:A,B,C解析:环境、机器、原料都是与工序生产直接相关的因素,会影响工序质量,市场需求会影响产品的销售,但不会影响工序质量。 -
第5题:
共用题干
某手表厂机械手表产品中的一个齿轮外径设计尺寸为3.1mm,生产过程中所允许的误差为(+0.0015,-0.0020)。某道工序承担并完成齿轮外径的加工,现在需要通过随机抽样对该工序的工序能力进行评估,抽取了250个样品,经测算,样本平均值和公差中心重合,s=0.00049。根据上述资料,回答下列问题:通过该工序的工序能力指数,可以断定该工序的工序能力()。
A:不足
B:正常
C:充足
D:过剩答案:B解析:该工序的过程能力指数为:CP=T/(6σ)≈(TU-TL)/(6S)=(3.1015-3.098)/(6*0.00049)≈1.19。
由第1题中得知过程指数是1.19,在二级的范围中,所以,该过程的工序能力正常。
清洁度、噪音、杂质含量等,仅需控制公差上限,其下限为零。而材料的强度、零件的寿命等则要求控制公差下限,上限可认为是无限大。 -
第6题:
共用题干
某手表厂机械手表产品中的一个齿轮外径设计尺寸为3.1mm,生产过程中所允许的误差为(+0.0015,-0.0020)。某道工序承担并完成齿轮外径的加工,现在需要通过随机抽样对该工序的工序能力进行评估,抽取了250个样品,经测算,样本平均值和公差中心重合,δ=0.00049。根据上述资料,回答下列问题:若需在某道工序中控制该齿轮材料的强度,则要求控制该工序的()。
A:双侧公差
B:公差中心
C:上限公差
D:下限公差答案:D解析:工序能力指数是指某一工序的工序能力满足质量要求的程度,用Cp表示。即Cp=T/6σ,公式中T表示公差,σ表示总体标准偏差,所以,该题中Cp=T/6σ=(3.1015-3.098)/(6*0.00049)=1.19。
工序的质量水平按Cp值可划分为五个等级,按其等级的高低,在管理上可以作出相应的判断和处置。通常采用如下表所示的工序能力指数判别准则。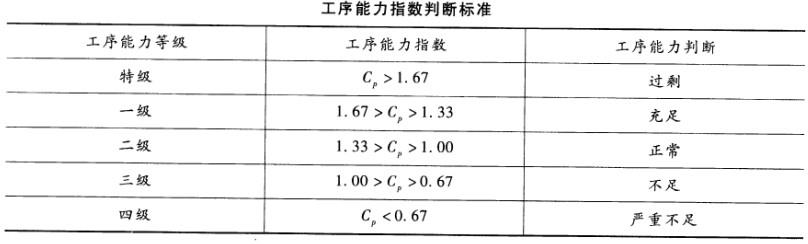
由上题中得知工序指数是1.19,在二级的范围中,所以,该工序的工序能力正常。
清洁度、噪音、杂质含量等,仅需控制公差上限,其下限为零。而材料的强度、零件的寿命等则要求控制公差下限,上限可认为是无限大。(四) -
第7题:
某手表厂机械手表产品中的一个齿轮外径设计尺寸为3.1 mm ,生产过程中所允许的误差为( +0.001 5,-0.0020) 。某道工序承担并完成齿轮外径的加工,现在需要通过随机抽样对该工序的工序能力进行评估,抽取了250个样品,经测算,样本平均值和公差中心重合,s =0.000 49。
根据以上资料,回答题:
该工序的工序能力指数C。为 ()。A 、 1,19
B 、 1.25
C 、 1.28
D 、 1.30答案:A解析: -
第8题:
共用题干
某手表厂机械手表产品中的一个齿轮外径设计尺寸为3.1毫米,生产过程中所允许的误差为(+0.0015,-0.0020)。某道工序承担并完成齿轮外径的加工,现在需要通过随机抽样对该工序的工序能力进行评估,抽取了250个样品,经测算,样本平均值和公差中心重合,s=0.00049。根据以上资料,回答下列问题:若需在某道工序中控制该齿轮材料的强度,则要求控制该工序的()。
A:双侧公差
B:公差中心
C:上限公差
D:下限公差答案:D解析:Cp=T/6σ=(Tu-Tl)/6s=(3.1015-3.0980)/6*0.00049=1.19。
工序能力指数判断标准,Cp>1.67时工序能力过剩,1.67>Cp>1.33工序能力充足,1.33>Cp>1.00工序能力正常,1.00>Cp>0.67工序能力不足,0.67>Cp工序能力严重不足。
材料的强度、零件的寿命等要求控制公差下限,上限可认为是无限大。清洁度、噪声、杂质含量等,仅需控制公差上限,下限为零。 -
第9题:
共用题干
机械手表的一个齿轮设计尺寸为4毫米,生产过程中所允许的误差为(+0.008,-0.008)。某道工序是保证该齿轮上述设计尺寸的最后加工工序,现在需要对该工序的工序能力进行评估,通过对该齿轮产品的随机抽样,经测算,样本平均值和公差在中心重合,样本标准差为s=0.0025。根据以上资料,回答下列问题:该工序的工序能力系数Cp()。
A:1.07
B:1.00
C:1.18
D:1.41答案:A解析:Cp=T/6σ=(Tu-Tl)/6s=(4.008-3.992)/(6*0.0025)≈1.07。
由第85题可知,该工序的过程能力指数为1.07,当1.33>Cp>1.00时,表示过程能力正常。
工序能力指数判断标准,Cp>1.67时工序能力过剩,1.67>Cp>1.33工序能力充足,1.33>Cp>1.00工序能力正常,1.00>Cp>0.67工序能力不足,Cp<0.67工序能力严重不足。
环境、机器、原料都是与工序生产直接相关的因素,会影响工序质量,市场需求会影响产品的销售,但不会影响工序质量。
当过程总体均值或分布中心与公差中心重合,将这种状态称为过程无偏,否则称为过程有偏。 -
第10题:
机械手表的一个齿轮设计尺寸为4mm,生产过程中所允许的误差为(+0.008,-0.008)。某道工序是保证该齿轮上述设计尺寸的最后加工工序,现在需要对该工序的工序能力进行评估,通过对该齿轮产品的随机抽样,经测算,样本平均值和公差在中心重合,样本标准差为s=0.0025。根据以上资料,回答下列问题:假设该工序的工序能力指数为0.75,可以断定该工序的工序能力()。
- A、不足
- B、正常
- C、充足
- D、过剩
正确答案:A -
第11题:
单选题机械手表的一个齿轮设计尺寸为4mm,生产过程中所允许的误差为(+0.008,-0.008)。某道工序是保证该齿轮上述设计尺寸的最后加工工序,现在需要对该工序的工序能力进行评估,通过对该齿轮产品的随机抽样,经测算,样本平均值和公差在中心重合,样本标准差为s=0.0025。根据以上资料,回答下列问题:该工序的工序能力系数C()。A1.07
B1.00
C1.18
D1.41
正确答案: B解析: 暂无解析 -
第12题:
单选题机械手表的一个齿轮设计尺寸为4mm,生产过程中所允许的误差为(+0.008,-0.008)。某道工序是保证该齿轮上述设计尺寸的最后加工工序,现在需要对该工序的工序能力进行评估,通过对该齿轮产品的随机抽样,经测算,样本平均值和公差在中心重合,样本标准差为s=0.0025。根据以上资料,回答下列问题:假设该工序的工序能力指数为0.75,可以断定该工序的工序能力()。A不足
B正常
C充足
D过剩
正确答案: B解析: 暂无解析 -
第13题:
共用题干
某手表厂机械手表产品中的一个齿轮外径设计尺寸为3.1mm,生产过程中所允许的误差为(+0.0015,-0.0020)。某道工序承担并完成齿轮外径的加工,现在需要通过随机抽样对该工序的工序能力进行评估,抽取了250个样品,经测算,样本平均值和公差中心重合,s=0.00049。根据上述资料,回答下列问题:若需在某道工序中控制该齿轮材料的强度,则要求控制该工序的()。
A:双侧公差
B:公差中心
C:上限公差
D:下限公差答案:D解析:该工序的过程能力指数为:CP=T/(6σ)≈(TU-TL)/(6S)=(3.1015-3.098)/(6*0.00049)≈1.19。
由第1题中得知过程指数是1.19,在二级的范围中,所以,该过程的工序能力正常。
清洁度、噪音、杂质含量等,仅需控制公差上限,其下限为零。而材料的强度、零件的寿命等则要求控制公差下限,上限可认为是无限大。 -
第14题:
某手表厂机械手表产品中的一个齿轮外径设计尺寸为3. 1mm,生产过程中所允许的误差为 (+0.0015,-0.0020)。某道工序承担并完成齿轮外径的加工,现在需要通过随机抽样对该工序的工序能力进行评估,抽取了 250个样品,经测算,样本平均值和公差中心重合,δ=0.000 49。 根据上述资料,回答下列问题:
通过该工序的工序能力指数,可以断定该工序的工序能力( )。
A.不足 B.正常 C.充足 D.过剩答案:B解析:
-
第15题:
机械手表的一个齿轮设计尺寸为4mm ,生产过程中所允许的误差为(+0.008,-0.008) 。某道工序是保证该齿轮上述设计尺寸的最后加工工序,现在需要对该工序的工序能力进行评估,通过对该齿轮产品的随机抽样,经测算,样本平均值和公差在中心重合,样本标准差为s =00025。
根据以上资料,回答题:
本题中样本平均值和公差在中心重合,这种状态被称为 ()。A 、 过程有偏
B 、 过程无偏
C 、 充足状态
D 、 不足状态答案:B解析:当过程总体均值或分布中心与公差中心重合,这种状态被成为过程无偏,否则被称为过程有偏。 -
第16题:
某手表厂机械手表产品中的一个齿轮外径设计尺寸为3.1 mm ,生产过程中所允许的误差为( +0.001 5,-0.0020) 。某道工序承担并完成齿轮外径的加工,现在需要通过随机抽样对该工序的工序能力进行评估,抽取了250个样品,经测算,样本平均值和公差中心重合,s =0.000 49。
根据以上资料,回答题:
若需在某道工序中控制该齿轮材料的强度,则要求控制该工序的 ()。A 、 双侧公差
B 、 公差中心
C 、 上限公差
D 、 下限公差答案:D解析:材料的强度、零件的寿命等要求控制公差下限,上限可认为是无限大。清洁度、噪声、杂质含量等,仅需控制公差上限,下限为零。 -
第17题:
机械手表的一个齿轮设计尺寸为4mm,生产过程中所允许的误差为(+0.007,-0.007)。某道工序是保证该齿轮上述设计尺寸的最后加工工序,现在需要对该工序的工序能力进行评估,通过对该齿轮产品的随即抽样,经测算,样本均值和公差在中心重合,样本标准差为s=0.0047.根据以上资料,回答下列问题
该工序的工序能力系数Cp为()。A.0.50
B.1.00
C.1.18
D.1.41答案:A解析:Cp=(4.007-3.993)/6×0.0047≈0.50 -
第18题:
在生产某零件的过程中,已知设计尺寸为5mm.生产过程中所允许的误差为(+0.009,-0.009)。某道工序是保证该齿轮上述设计尺寸的最后加工工序,现在需要对该工序的工序能力进行评估。通过对该齿轮产品的随机抽样,经测算,样本平均值和公差在中心重合,样本标准差为s=0.0047。
可以断定该工序的工序能力为()。A.不足
B.正常
C.充足
D.严重不足答案:D解析:工序能力指数判断标准为:Cp>1.67时,工序能力过剩;1.67≥C。>1.33时,工序能力充足;1.33≥Cp>1.00时,工序能力正常;1.001>Cp>0.67时,工序能力不足;Cp≤0.67时,工序能力严重不足。 -
第19题:
共用题干
某手表厂机械手表产品中的一个齿轮外径设计尺寸为3.1mm,生产过程中所允许的误差为(+0.0015,-0.0020)。某道工序承担并完成齿轮外径的加工,现在需要通过随机抽样对该工序的工序能力进行评估,抽取了250个样品,经测算,样本平均值和公差中心重合,δ=0.00049。根据上述资料,回答下列问题:该工序的工序能力指数Cp为()。
A:1.19
B:1.25
C:1.28
D:1.30答案:A解析:工序能力指数是指某一工序的工序能力满足质量要求的程度,用Cp表示。即Cp=T/6σ,公式中T表示公差,σ表示总体标准偏差,所以,该题中Cp=T/6σ=(3.1015-3.098)/(6*0.00049)=1.19。
工序的质量水平按Cp值可划分为五个等级,按其等级的高低,在管理上可以作出相应的判断和处置。通常采用如下表所示的工序能力指数判别准则。
由上题中得知工序指数是1.19,在二级的范围中,所以,该工序的工序能力正常。
清洁度、噪音、杂质含量等,仅需控制公差上限,其下限为零。而材料的强度、零件的寿命等则要求控制公差下限,上限可认为是无限大。(四) -
第20题:
共用题干
某手表厂机械手表产品中的一个齿轮外径设计尺寸为3.1毫米,生产过程中所允许的误差为(+0.0015,-0.0020)。某道工序承担并完成齿轮外径的加工,现在需要通过随机抽样对该工序的工序能力进行评估,抽取了250个样品,经测算,样本平均值和公差中心重合,s=0.00049。根据以上资料,回答下列问题:该工序的工序能力指数Cp为()。
A:1.19
B:1.25
C:1.28
D:1.30答案:A解析:Cp=T/6σ=(Tu-Tl)/6s=(3.1015-3.0980)/6*0.00049=1.19。
工序能力指数判断标准,Cp>1.67时工序能力过剩,1.67>Cp>1.33工序能力充足,1.33>Cp>1.00工序能力正常,1.00>Cp>0.67工序能力不足,0.67>Cp工序能力严重不足。
材料的强度、零件的寿命等要求控制公差下限,上限可认为是无限大。清洁度、噪声、杂质含量等,仅需控制公差上限,下限为零。 -
第21题:
某手表厂机械手表产品中的一个齿轮外径设计尺寸为3. 1mm,生产过程中所允许的误差为 (+0.0015,-0.0020)。某道工序承担并完成齿轮外径的加工,现在需要通过随机抽样对该工序的工序能力进行评估,抽取了 250个样品,经测算,样本平均值和公差中心重合,δ=0.000 49。 根据上述资料,回答下列问题:
若需在某道工序中控制该齿轮材料的强度,则要求控制该工序的( )。
A.双侧公差 B.公差中心
C.上限公差 D.下限公差答案:D解析:清洁度、噪音、杂质含量等,仅需控制公差上限,其下限为零。而材料的强度、零件的寿命等则要求控制公差下限,上限可认为是无限大。 -
第22题:
机械手表的一个齿轮设计尺寸为4mm,生产过程中所允许的误差为(+0.008,-0.008)。某道工序是保证该齿轮上述设计尺寸的最后加工工序,现在需要对该工序的工序能力进行评估,通过对该齿轮产品的随机抽样,经测算,样本平均值和公差在中心重合,样本标准差为s=0.0025。根据以上资料,回答下列问题:在该齿轮的生产过程中,影响工序质量的因素可能是()。
- A、环境
- B、机器
- C、原料
- D、市场需求
正确答案:A,B,C -
第23题:
单选题机械手表的一个齿轮设计尺寸为4mm,生产过程中所允许的误差为(+0.008,-0.008)。某道工序是保证该齿轮上述设计尺寸的最后加工工序,现在需要对该工序的工序能力进行评估,通过对该齿轮产品的随机抽样,经测算,样本平均值和公差在中心重合,样本标准差为s=0.0025。根据以上资料,回答下列问题:根据该工序的过程能力指数,可以断定该工序的过程能力()。A不足
B正常
C充足
D过剩
正确答案: B解析: 暂无解析