
niusouti.com
关于Cp与Cpk的说法,正确的有( )。A.只有在过程处于统计控制状态才能计算B.Cp仅能用于双侧规范限的情况C.Cpk可以反映过程中心的偏移D.一般来说,Cpk不大于CpE.在过程能力分析时只考虑其中一个即可
题目
关于Cp与Cpk的说法,正确的有( )。
A.只有在过程处于统计控制状态才能计算
B.Cp仅能用于双侧规范限的情况
C.Cpk可以反映过程中心的偏移
D.一般来说,Cpk不大于Cp
E.在过程能力分析时只考虑其中一个即可
相似考题
更多“关于Cp与Cpk的说法,正确的有( )。A.只有在过程处于统计控制状态才能计算B.Cp仅能用于双 ”相关问题
-
第1题:
关于过程能力及过程能力指数的说法,正确的有( )。
A.过程能力的大小与公差无关
B.Cp等于公差除以3倍的过程质量特性标准差
C.Cp值越大,表明过程质量特性的离散程度越大
D.Cp与CpK的差反映了过程分布中心与规范中心的偏离程度
E.Cp=l时,99.73%的过程输出将在规范范围内
正确答案:AD
选项E错误,只有Cp=Cpk=1时,99.73%的过程输出将在规范范围内。 -
第2题:
关于统计控制状态,下列说法正确的有( )。
A.统计控制状态是指过程中只有偶因而无异因产生的变异的状态
B.控制状态是生产追求的目标,因为在控制状态下,对产品的质量有完全的把握
C.通常控制图的控制界限都在规范限之内,故至少有99.73%的产品是合格品
D.在控制状态下生产的不合格品最少,生产最经济
E.统计控制状态是指过程中只有异因无偶因产生的变异的状态
正确答案:ABCD
解析:统计控制状态(简称控制状态)是指过程中只有偶因而无异因产生的变异的状态。控制状态是生产追求的目标,在控制状态下的好处有:①对产品的质量有完全的把握(通常控制图的控制界限都在规格限之内,故至少有的99.73%的产品是合格的);②在控制状态下生产的不合格品最少,生产最经济;③在控制状态下,过程的变异最小。 -
第3题:
关于过程能力分析和过程性能分析的说法,正确的有( )。
A.一般来说,过程能力指数Cpk不小于过程性能指数Ppk
B.过程性能指数只有在过程处于统计控制状态时才能计算
C.过程性能指数可以反映实际状态
D.与数据不是按照时间顺序收集时,计算过程能力指数没有意义
E.当过程能力指数远大于过程性能指数时,说明过程的管理有待加强答案:A,C,D,E解析:。过程能力分析反映过程处于统计控制状态(仅受偶然因素影响)下输出满足要求的程度,过程性能分析反映长期实际生产中输出满足要求的情况。 -
第4题:
工作人员收集了手表厂螺栓扭矩去年全年的监测数据,计算得样本标准差为5。工艺要求螺栓扭矩的规范上限是180,规范下限是140,则关于该过程的说法,正确的是( )。
A.过程能力指数为1. 33 B.过程性能指数为1. 33
C.过程处于统计控制状态 D.过程未处于统计控制状态答案:B解析:
-
第5题:
均值控制图显示最近有连续9个点落在中心线的同一侧,但均在控制限内,这说明( )。
A.过程失控,过程中心出现系统偏移,应查找原因,及时纠正
B.过程输出呈现趋势性变化,应重新计算控制界限
C.样本点均在控制限内,过程处于统计控制状态
D.过程受控,不会影响Cp和Cpk答案:A解析: -
第6题:
关于过程状态的说法,正确的有( )。
A.在统计控制状态下,可以预测过程波动的大小
B.当过程处于失控状态时,过程的分布将发生改变
C.过程处于统计控制状态时,CP≥1
D.异常因素会导致过程失控
E.当控制图上所有点子都落在控制限内时,可以判断过程一定处于统计控制状态答案:A,B,D解析:。处于统计控制状态,只是表明此时可估计过程保证质量的水平,但不能说明过程能力指数大于等于1。选项E错误,当控制图上所有点子都落在控制限内时,且随机排列时,才可以判定过程处于统计控制状态。 -
第7题:
关于统计控制状态的说法,正确的有( )。
A.判定过程处于统计控制状态时,控制图上的点子均在控制限内
B.判定过程处于统计控制状态时,控制图上的点子在中心线上下随机分布
C.统计控制状态是指过程只有偶然因素的状态
D.统计控制状态是指过程能力充足的状态
E.统计控制状态是指过程既有偶然因素又有异常因素的状态答案:A,B,C解析:。统计控制状态下的过程并不一定过程能力充足。 -
第8题:
加工一种轴承,其规格为10±0.08mm,要求过程能力指数Cpk>l。收集25组 数据绘制分析用控制图,未显示异常。计算得到:
μ = 10. 04 mm, σ=0. 02 mm。
根据上述计算结果,判断过程()。
A.处于统计控制状态和技术控制状态
B.处于统计控制状态,未处于技术控制状态
C.未处于统计控制状态,处于技术控制状态
D.未处于统计控制状态和技术控制状态答案:B解析: -
第9题:
以下关于过程统计控制状态,说法不正确的是()
- A、过程中没有异常因素影响,则说过程处于过程统计控制状态
- B、过程统计控制状态的好处是可预测下一时间的过程波动
- C、过程处于过程统计控制状态,则说明过程的产品处于规格限内
- D、过程统计控制状态是进行过程能力分析的前提条件
正确答案:C -
第10题:
单选题对于正态分布的过程,有关Cp、Cpk和缺陷率的说法,正确的是()A根据Cp不能估计缺陷率,根据Cpk才能估计缺陷率
B根据Cp和Cpk都能估计缺陷率
C缺陷率与Cp和Cpk无关
D以上说法都不对
正确答案: C解析: 暂无解析 -
第11题:
单选题加工一种轴承,其规格为10±0.08mm。要求Cpk≥1。收集25组数据绘制分析用控制图,未显示异常。计算得到: μ=10.04mm,σ=0.02mm 根据以上材料,回答:下列论述正确的是()。A过程处于统计控制状态和技术控制状态
B过程处于统计控制状态,未处于技术控制状态
C过程未处于统计控制状态,处于技术控制状态
D过程未处于统计控制状态和技术控制状态
正确答案: C解析: 暂无解析 -
第12题:
单选题下列关于SPC的目的和作用说法正确的是()。ASPC的目的和作用是统计OOC/OOS,CP和CPK等指数
BSPC的目的和作用是通过监控OOC/OOS,计算CP和CPK等指数,帮助工艺和生产人员采取适当之措施,实现过程的持续改进
CSPC的目的和作用是实现OOC/OOS报警,计算CP和CPK,让生产人员忙个不停
正确答案: A解析: 暂无解析 -
第13题:
关于统计控制状态的谫法,正确的有( )。
A.判定过程处于统计控制状态时,控制图上的点子均在控制限内
B.判定过程处于统计控制状态时,控制图上的点子在中心线上下随机分布
C.统计控制状态是指过程只有偶然因素的状态
D.统计控制状态是指过程能力充足的状态
E.统计控制状态是指过程既有偶然因素又有异常因素的状态
正确答案:ABC
统计控制状态下的过程并不一定过程能力充足。 -
第14题:
关于处于统计控制状态的过程的说法,正确的有( )。
A.处于统计控制状态的过程将连续生产出满足规定要求的产品
B.处于统计控制状态的过程的过程能力指数Cp大于或等于1
C.控制图上没有点子落在控制限外且界内点随机排列时,可判定过程处于统计控制状态
D.处于统计控制状态的过程中只有偶因而无异因产生的波动
E.处于统计控制状态的过程的性能是可预测的
正确答案:CDE
过程处于统计控制状态时,过程能力有可能不满足要求,所以选项A、B错误。 -
第15题:
关于统计控制状态与失控状态的说法,正确的有( )。
A.当过程中既有偶然因素也有异常因素的影响时,过程处于统计控制状态
B.当过程中只有偶然因素而没有异常因素的影响时,过程处于统计控制状态
C.在统计控制状态下,过程的波动达到最小,不可能再改进
D.过程处于失控状态时,无法估计过程能力
E.当控制图上所有点子都落在控制限内时,可以判定过程处于统计控制状态答案:B,D解析:。选项E错误,当控制图上所有点子都落在控制限内,且随机排列时,才可以判定过程处于统计控制状态。 -
第16题:
加工一种轴承,其规格为(10±0.08) mm。要求CPK≥1。收集25组数据绘制分析用控制图,未显示异常。计算得到:μ=10. 04mm σ= 0. 02 mm。
下列推断中,正确的是( )。
A.过程处于统计控制状态和技术控制状态
B.过程处于统计控制状态,未处于技术控制状态
C.过程未处于统计控制状态,处于技术控制状态
D.过程未处于统计控制状态和技术控制状态答案:B解析:。分析用控制图上未显示异常,表明过程处于统计控制状态。Cpk=2/3 -
第17题:
某产品关键尺寸的规范为2. 4±0. 005,由于该尺寸的加工合格率较低,车间专门成立了质量改进小组掌握关键尺寸的分布情况,分析合格率低的原因,并进一步采取相应的改进措施。
为验证改进措施,小组收集了 30个尺寸数据绘制单值一移动极差控制图(见下图),从图中可以得出的结论有( )。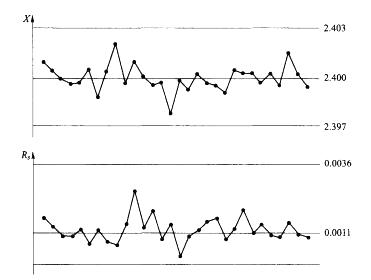
A.过程处于统计控制状态 B.过程未处于统计控制状态
C. Cp = Cpk = 1. 67 D. Cp = Cpk = 1. 33答案:A,C解析:
-
第18题:
某轴承轴径的规范限为6.8±0.1 mm,其在统计控制状态下服从N(6. 75,0.022),则下列说法中,正确的有()。
A. Cp = 1. 0 B. Cp = 1. 67
C. CpK = 1. 67 D. CpK = 0. 83
E. CPK=0. 5答案:B,D解析:。Cp = T/6σ=0.2÷(6X0. 02) = 5/3。CpK = 0. 05÷ (3X0. 02) = 5/6。 -
第19题:
关于Cp与CpK的说法,正确的有( )。
A.只有在过程处于统计控制状态才能计算
B. Cp仅能用于双侧规范限的情况
C. Cpk可以反映过程中心的偏移 D. —般来说,Cpk不大于Cp
E.在过程能力分析时只考虑其中一个即可答案:A,C,D解析:。Cp既可用于双侧规范限,也可用于单侧规范限,选项B错误;Cp用于分析短期过程能力的大小,Cpk用于分析长期过程能力的大小,两者需结合考虑。 -
第20题:
关于CP、CPK的说法,正确的是()
- A、CP大于或等于CPK
- B、CP大于或等于KCP
- C、CP很大,CPK很小,说明过程的散布很小,均值偏离中心很大
- D、CP很大,CPK很小,说明过程的散布很大,均值偏离中心很小
正确答案:A,C -
第21题:
对于正态分布的过程,有关Cp、Cpk和缺陷率的说法,正确的是()
- A、根据Cp不能估计缺陷率,根据Cpk才能估计缺陷率
- B、根据Cp和Cpk都能估计缺陷率
- C、缺陷率与Cp和Cpk无关
- D、以上说法都不对
正确答案:D -
第22题:
单选题以下关于过程统计控制状态,说法不正确的是()A过程中没有异常因素影响,则说过程处于过程统计控制状态
B过程统计控制状态的好处是可预测下一时间的过程波动
C过程处于过程统计控制状态,则说明过程的产品处于规格限内
D过程统计控制状态是进行过程能力分析的前提条件
正确答案: D解析: 暂无解析 -
第23题:
多选题关于过程能力(Cp)评级说法正确的是( )A如果过程不处于受控状态,对Cp的计算没有意义
BCp=1.00时,要求过程准确地集中在容差分布范围的均值处
CCp=1.33时,生产所有单元处于规范限内的目标更容易实现
DCp=1.5时,为Cp的“安全”下限
ECp>1.5时,才能保证一个受控过程所生产的所有单元处于规范之内
正确答案: A,C解析: